



滕州保温水箱盖板液压机厂家南锻数控位于山东省枣庄市滕州市经济开发区兴业北路219号专业生产液压机、四柱液压机、拉伸机、粉末成型液压机、热压机、多功能液压机、框式液压机等。本公司拥有十多年的生产制造经验,完善的服务体系,自主厂房,丰富的生产经验。
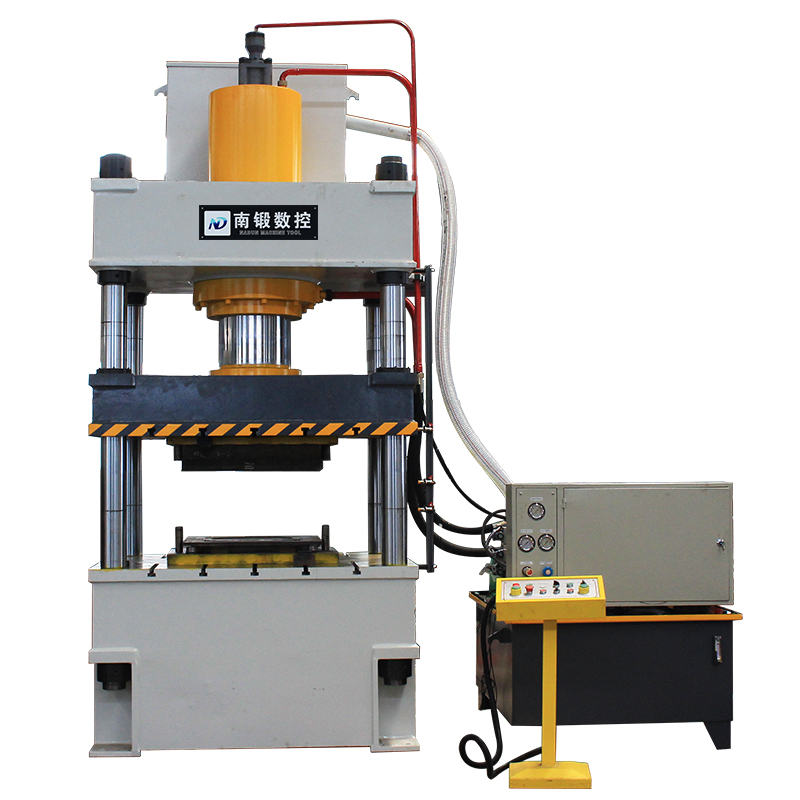
保温水箱盖板液压机是南锻数控自主研发制造的拉伸成型液压机,该液压机为三梁四柱式结构,操作简单,方便实用。保温水箱盖板液压机的成型工艺主要有一下步骤:
1.扭曲:这是将金属不锈钢材质进行扭矩,使它扭转成一定角度的制件工序。
2.弯曲:这是将金属不锈钢沿着弯曲线弯成一定角度和形状的成形工序。
3.卷边:这是将板材的端部进行弯曲,使其接近封闭圆形的冲压工序。
4.翻孔:这是在未经制孔的板材上冲制出竖立孔边缘的工序。
5.翻边:这是让金属不锈钢的平面或者曲面的边缘沿着曲线翻起竖直立边的冲压工序。
6.拉深:这是将金属不锈钢拉压成空心体或者将空心体拉压成更小空心体的冲压工序。
7.扩口:这是使得空心或者管状毛坯端部的径向尺寸扩大的工序。
8.缩口:与上一条相反,这是使得空心或者管状端部径向尺寸缩小的工序。
9.冷挤压:在室温下,使得金属材料通过凹模产生塑性变形,从而发生体积转移而挤压成形。
10.胀形:让空心毛坯内部处于双向拉应力作用下,从而产生塑性变形,最终得到凸肚型制件。
11.成形:让板料发生局部塑性变形,然后按照凹模或者凸模的形状直接复制成形。
综上所述,水箱盖板的成型工艺为以上几部,具体详情欢迎我们.

 在线咨询
在线咨询